Integrated Electronics Production
In 2008 bf1systems opened its first composites facility, which was then expanded and upgraded in 2015 to increase capabilities for integrated electronics parts to be produced for the motorsport and automotive markets.
Due to the fact that bf1systems undertakes both the composite and electronics production in-house, we are able to offer customers a single supplier for components that would have previously required the customer to manage a supply chain.



Composites Production
The first stage in the laminating of a composite part is the ply cutting.
All raw composite materials are stored at -18°C in our 6m x 6m x 2.7m walk in freezer. The composite is taken from the freezer and loaded onto the computer controlled Zund M1200 cutting table.
Using the automated ply cutting machine beings the following advantages:
- Increased repeatability
- Increased accuracy of material orientation and overlaps
- Reduced lead times
- Reduced wastage of raw material through optimisation of the ply layout in the PC software
All the plies are then transported with the tooling into our 15m x 7m Class 8 ISO clean room which is accecsed via a with 6m x 4m air lock where they are placed into the mould according to the lay-up book, building up the number of plies in areas where strength is required.
A variety of materials can be used to make up a part including carbon, glass and kevlar, depending on what properties are required from the finished part.
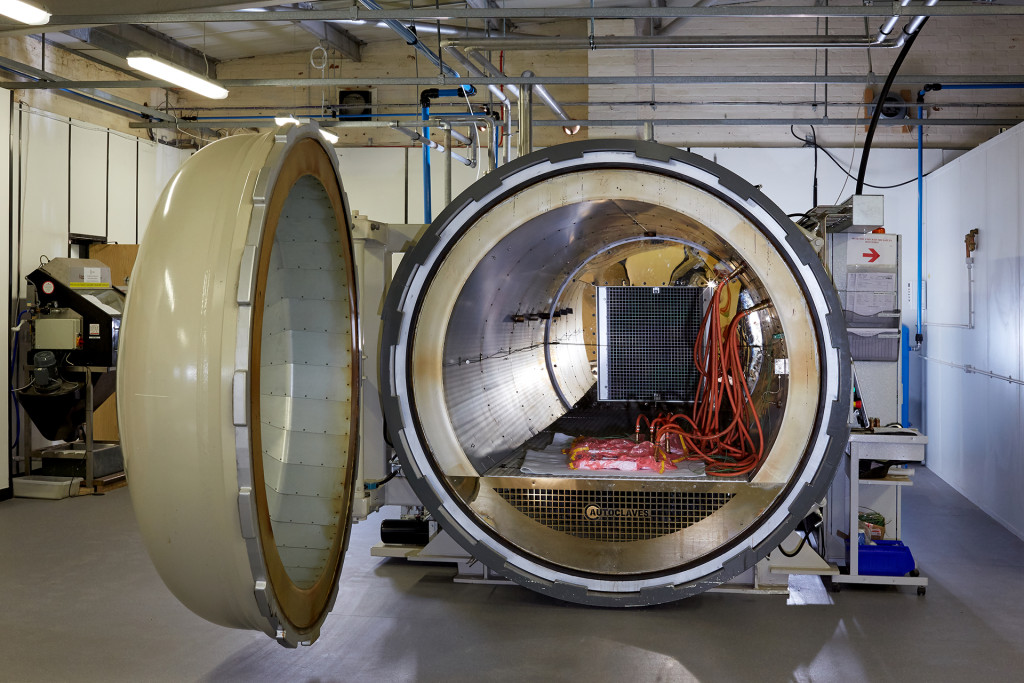
Once all the plies are laid into the mould, the assembly is placed into a vacuum bag, which aids the curing process. This is then transported to our autoclave room, and placed into our 4m x 1.7m autoclave, which is capable of curing at up to 200psi and 350°C.
The autoclave features data logging equipment for all key parameters during the cure cycle. The logged data is reviewed after the cure to ensure the cure cycle was completed successfully.
Trimming
Once a part has finished its curing cycle in the autoclave, it is removed and taken to the de-moulding room where it is removed from the mould, and then transferred to the trim room for trimming, which removes flashes of resin and excess material to ensure the part is safe to handle
During the trimming process, additional features can be added to the composite part, such as holes.
The trim room at bf1systems has full extraction, along with a 2.5m x 2m downdraft bench, as well as a range of air tools and other tools.
Electronics Production
Once the composites parts have been produced and inspected, they are passed to the electronics production department for final assembly. Working within an ESD controlled environment, the production technicians complete the assembly of the part before moving onto the automated functional tester for the finished component.
The tester is used to ensure that 100% of the part’s functionality is tested, with all results being recorded to a production database, and the final serial number label only being produced upon successful testing of the component.
Inspection
All integrated electronics parts must also pass through final inspection before despatch, and as part of this, the inspectors can produce relevant documentation including Production Parts Approval Process (PPAP) documentation, and also issued Certificates of Conformity (COC), if required.
All integrated electronics parts produced at bf1systems are fully traceable, back through the supply chain.